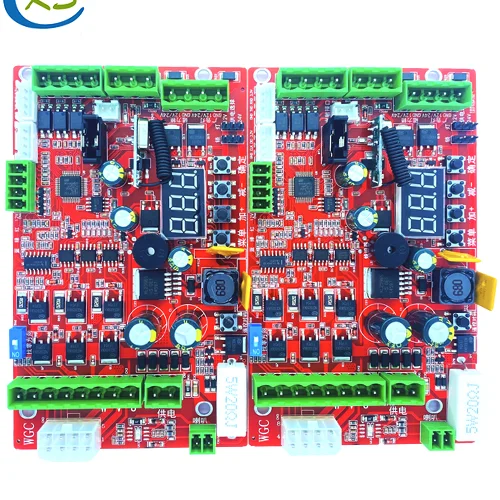
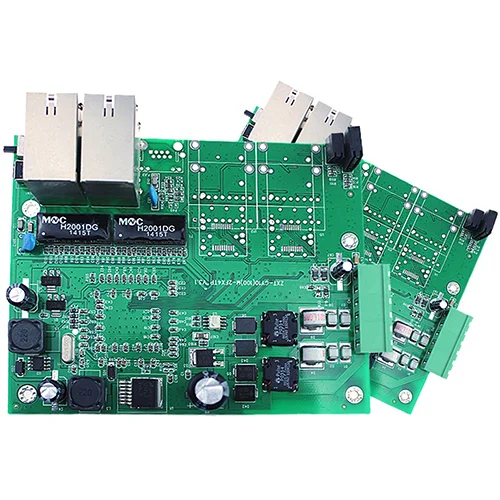
Монтаж печатных плат для коммуникационного оборудования
Название: Монтаж печатных плат для коммуникационного оборудования
Субстрат: FR-4/High TG/Polyimild/PTFE/Rogers
Толщина меди: 1/3OZ - 6OZ
Толщина пластины: 0,21-6,0mm
Минимальный размер отверстия: 0,20 mm
Минимальная ширина линии: 4 миллиона
Минимальный межстрочный интервал: 0,075mm
Обработка поверхности: аэрозольный баллончик/золотое сверло/OSP/бессвинцовый аэрозольный баллончик
Размер платы: минимум 10*15mm, максимум 508*889mm
Тип продукта: OEM и ODM
Стандарт печатной платы: стандарт IPC-A-610 D/IPC-III
Сертификат: ISO9001/CE//TUV/ROHS
Гарантия: 1 год
Сервис: Комплексное обслуживание под ключ
Электронное тестирование: 100%
Логистика: Воздушный/морской транспорт
Сборка печатных плат для коммуникационного оборудования является важным электронным компонентом, опорой для электронных компонентов и носителем для электрических соединений электронных компонентов. Поскольку она изготовлена с использованием электронной печати, ее называют «печатной» платой.

Влияние
После того, как электронное оборудование использует печатные платы, благодаря согласованности аналогичных печатных плат можно избежать ошибок при ручном подключении, и можно реализовать автоматическую вставку или размещение электронных компонентов, автоматическую пайку и автоматическое обнаружение для обеспечения качества электронного оборудования. Повысьте производительность труда, сократите затраты и упростите техническое обслуживание.
Развитие
сборка печатных плат превратилась из однослойной в двухстороннюю, многослойную и гибкую, и до сих пор сохраняет свои собственные тенденции развития. Благодаря постоянному развитию в направлении высокой точности, высокой плотности и высокой надежности, постоянного уменьшения размера, снижения затрат и улучшения производительности печатные платы по-прежнему сохраняют свою жизнеспособность при разработке электронного оборудования будущего.
Резюме отечественных и зарубежных дискуссий о будущих тенденциях развития технологии производства печатных плат в основном одно и то же. То есть развитие в направлении тонкости, высокой плотности, высокой точности, тонкой апертуры, тонкой проволоки, мелкого шага, высокой надежности, многослойности, высокоскоростной передачи и легкого веса, она также развивается в направлении повышения производительности, снижения затрат, уменьшения загрязнения и адаптации к многовариантному и мелкосерийному производству. Уровень технического развития печатных плат обычно определяется шириной линии, апертурой и отношением толщины платы к апертуре печатной платы.
Источник
Создателем печатной платы был австриец Пауль Эйслер, который впервые применил ее в радиоприемнике в 1936 году. В 1943 году американцы в основном применяли эту технологию в военных радиоприемниках. В 1948 году США официально признали это изобретение для коммерческого использования. Печатные платы стали широко использоваться только с середины 1950-х годов.
До появления печатных плат взаимосвязь между электронными компонентами осуществлялась прямым соединением проводов. Сегодня провода существуют только для экспериментального применения в лаборатории; печатные платы определенно заняли позицию абсолютного контроля в электронной промышленности.
Процесс производства печатных плат
Связаться с производителем
Сначала вам нужно связаться с производителем, а затем зарегистрировать номер клиента, после чего кто-то сделает вам предложение, разместит заказ и проследит за ходом производства.
Резка
Назначение: В соответствии с требованиями технических данных МИ, разрезать большие листы, соответствующие требованиям, на мелкие части для получения листов. Небольшие куски листового металла, отвечающие требованиям заказчика.
Процесс: большой лист → резка в соответствии с требованиями MI → фигурный лист → пивное филе/шлифовка краев → выход листа
Бурение
Назначение: В соответствии с техническими данными просверлить отверстие нужного диаметра в соответствующем месте листового материала, соответствующем требуемому размеру.
Процесс: укладка штифтов→верхняя доска→сверление→нижняя доска→осмотр\ремонт
Иммерсионная медь
Назначение: Иммерсионная медь заключается в нанесении тонким слоем меди на стенку изоляционного отверстия химическим методом.
Процесс: грубое шлифование → подвесная пластина → автоматическая линия для погружения меди → нижняя пластина → погружение в % разбавленной H2SO4 → загущенная медь
Графический перевод
Назначение: Графический перенос – перенос изображения с производственной пленки на доску.
Процесс:
процесс синего масла: шлифовальная доска → печать на первой стороне → сушка → печать на второй стороне → сушка → экспозиция → фотографирование → проверка;
Процесс сухой пленки: конопляная доска → пленка для прессования → пауза → пара Бит → экспозиция → отдых → разработка → проверка
Графическое покрытие
Назначение: Нанесение гальванического покрытия заключается в гальваническом нанесении медного слоя необходимой толщины и золото-никелевого или оловянного слоя необходимой толщины на открытую медную оболочку схемного рисунка или на стенку отверстия.
Процесс: верхняя пластина → обезжиривание → промывка водой дважды → микротравление → промывка водой → травление → меднение → промывка водой → травление → лужение → промывка водой → нижняя пластина
Снятие фильма
Цель: Используйте раствор NaOH для удаления слоя покрытия, препятствующего гальваническому напылению, чтобы обнажить нелинейный медный слой.
Процесс:
водная пленка: вставить рамку → замочить в щелочи → промыть → почистить → пройти машину;
сухая пленка: положить доску → пройти машину
Офорт
Назначение: Травление заключается в использовании метода химической реакции для коррозии медного слоя неконтурных деталей.
Зеленое масло
Назначение: Зеленое масло предназначено для переноса рисунка зеленой масляной пленки на плату для защиты цепи и предотвращения образования олова на цепи при сварке деталей.
Процесс: шлифовальная доска → печать светочувствительного зеленого масла → доска для завивки → экспозиция → проявочная тень; шлифовальная доска→печать первой стороны→доска для выпечки→печать второй стороны→доска для выпечки
Персонажи
Цель: символы представлены в качестве легко узнаваемой метки.
Процесс: после обработки зеленого масла → охлаждение и стояние → настройка экрана → печать символов → отделка кюрия
Позолоченные пальцы
Назначение: Нанесение на палец пробки слоя никеля\золота необходимой толщины для придания ему большей твердости и износостойкости.
Процесс: доска → обезжиривание → двойная промывка водой → микротравление → двойная промывка водой → травление → меднение → промывка водой → никелирование → промывка водой → золочение
Жесть (параллельный процесс)
Назначение: HASL заключается в нанесении слоя свинца и олова на открытую поверхность меди, не покрытую маслом, устойчивым к припою, для защиты поверхности меди от коррозии и окисления, чтобы обеспечить хорошие характеристики пайки.
Процесс: микротравление → сушка на воздухе → предварительный нагрев → покрытие канифолью → нанесение припоя → выравнивание горячим воздухом → охлаждение на воздухе → промывка и сушка на воздухе
Формирование
Цель: С помощью штамповки пресс-формы или станков с ЧПУ для формирования формы, требуемой клиентами. Органические гонги, пивные доски, ручные гонги и ручная резка
Объяснение: точность доски для дата-гонга и доски для пива выше, за ними следует ручной гонг, а доска для ручной резки может изготавливать только некоторые простые формы.
Тест
Цель: посредством 100% электронного тестирования обнаружить дефекты, влияющие на функциональность, такие как разомкнутые цепи и короткие замыкания, которые трудно обнаружить визуально.
Процесс: верхняя форма → размещение платы → испытание → квалифицированный → визуальный осмотр FQC → неквалифицированный → ремонт → возвратный тест → OK → REJ → брак
Заключительная проверка
Цель: путем 100% визуального осмотра дефектов внешнего вида платы и устранения мелких дефектов, чтобы избежать утечки проблемных и дефектных плат.
Конкретный рабочий процесс: входящий материал → проверка данных → визуальный осмотр → квалифицированный → выборочная проверка FQA → квалифицированный → упаковка → неквалифицированный → обработка → проверка OK
Тенденции отрасли
Индустрия печатных плат быстро развивается
После реформ и открытости Китай привлек крупномасштабный перенос европейских и американских обрабатывающих производств благодаря своей преференциальной политике в отношении трудовых ресурсов, рынков и инвестиций. Согласно статистике CPCA Китая, в 2006 году фактическое производство печатных плат в моей стране достигло 130 миллионов квадратных метров, а стоимость продукции составила 12,1 миллиарда долларов США, что составляет 24,90% от стоимости производства печатных плат в мире, превзойдя Японию и заняв первое место в мире. С 2000 по 2006 год среднегодовой темп роста рынка печатных плат в Китае достиг 20%, что намного превышает среднемировой показатель. Мировой финансовый кризис 2008 года оказал огромное влияние на индустрию печатных плат, но не нанес катастрофического удара по индустрии печатных плат в Китае. Стимулируемая национальной экономической политикой, индустрия печатных плат Китая пережила полное восстановление в 2010 году. В 2010 году стоимость производства печатных плат в Китае достигла 19,971 миллиарда долларов США. Prismark прогнозирует, что в период с 2010 по 2015 год Китай будет поддерживать совокупный годовой темп роста на уровне 8,10%, что выше среднемирового темпа роста в 5,40%.
Региональное распределение неравномерно
Производство печатных плат в Китае в основном распространено в Южном и Восточном Китае. Сумма этих двух величин достигает 90% территории страны, и эффект промышленной агломерации очевиден. Это явление в основном связано с тем, что основные производственные базы электронной промышленности Китая сосредоточены в дельте Жемчужной реки и дельте реки Янцзы.
Распределение нисходящих приложений для печатных плат
В распределении последующих приложений в индустрии печатных плат Китая. Наибольшая доля приходится на бытовую электронику, достигающую 39%, за ней следуют компьютеры, на которые приходится 22%, связь, на которую приходится 14%, промышленный контроль/медицинские инструменты, на которые приходится 14%, автомобильная электроника, на которую приходится 6%, а национальная оборона и аэрокосмическая промышленность составляют 5%.
Отсталая технология
Хотя Китай в настоящее время занимает первое место в мире с точки зрения промышленного масштаба, он все еще отстает от мирового передового уровня с точки зрения общего технического уровня индустрии печатных плат. С точки зрения структуры продукта, на многослойные платы приходится большая часть выходной стоимости, но большинство из них представляют собой недорогие продукты с менее чем 8 слоями. HDI, гибкие платы и т.д. имеют определенный масштаб, но по техническому наполнению они не сравнимы с передовой зарубежной продукцией типа Японии. Существует пробел, и в Китае очень мало компаний, которые могут производить подложки IC с высочайшим техническим содержанием.
Классификация
Классификация по количеству слоев схемы: разделена на односторонние платы, двусторонние платы и многослойные платы. Обычные многослойные платы обычно представляют собой 4-слойные или 6-слойные платы, а сложные многослойные платы могут достигать десятков слоев.
Существует три основных типа разделения печатных плат:
Односторонний
Односторонняя плата находится на самой простой печатной плате, детали сосредоточены на одной стороне, а провода сосредоточены на другой стороне (когда есть патч-компоненты, это та же сторона, что и провода, а вставное устройство - с другой стороны). Поскольку провода появляются только с одной стороны, эта печатная плата называется односторонней платой (односторонней). Поскольку одиночная плата имеет много строгих ограничений на схему проектирования (поскольку есть только одна сторона, проводка не может пересекаться, а должна проходить по отдельному пути), поэтому только в ранних схемах используется этот тип платы.
Двойная панель
Двусторонние печатные платы имеют проводку с обеих сторон, но для использования проводов с обеих сторон должны быть надлежащие схемные соединения между двумя сторонами. Этот «мост» между цепями называется переходным отверстием. Направляющее отверстие представляет собой небольшое отверстие, заполненное или покрытое металлом на печатной плате, которое может быть подключено к проводам с обеих сторон. Поскольку площадь двусторонней панели в два раза больше площади односторонней панели, двусторонняя панель решает проблему чередования проводов в односторонней панели (ее можно провести на другую сторону через отверстия), и он больше подходит для использования в более сложных схемах, чем односторонняя панель.
Многослойный
Чтобы увеличить площадь, которую можно подключить, в многослойных платах используется больше одно- или двусторонних монтажных плат. Используйте один двусторонний в качестве внутреннего слоя, два односторонних в качестве внешнего слоя или два двусторонних в качестве внутреннего слоя, два односторонних, как внешний слой печатной платы, через систему позиционирования и изоляционный связующий материал попеременно вместе и токопроводящий рисунок. Печатные платы, соединенные между собой в соответствии с проектными требованиями, становятся четырехслойными и шестислойными печатными платами, также известными как многослойные печатные платы. Количество слоев платы не означает наличие нескольких независимых слоев разводки. В особых случаях будут добавлены пустые слои для контроля толщины платы. Обычно количество слоев четное и включает два крайних слоя. Большинство материнских плат имеют структуру от 4 до 8 слоев, но технически возможно получить печатную плату почти со 100 слоями. В большинстве больших суперкомпьютеров используются довольно многослойные материнские платы, но поскольку такие компьютеры уже могут быть заменены кластерами многих обычных компьютеров, супермногослойные платы постепенно вышли из употребления. Поскольку слои в печатной плате тесно интегрированы, обычно нелегко увидеть фактическое количество, но если вы внимательно посмотрите на материнскую плату, вы все равно сможете его увидеть.
Функции
Причина, по которой печатные платы могут использоваться все шире, заключается в том, что они обладают многими уникальными преимуществами, которые можно резюмировать следующим образом.
Возможна высокая плотность. В течение десятилетий высокая плотность печатных плат могла развиваться благодаря улучшению интеграции интегральных схем и развитию технологии монтажа.
Высокая надежность. Благодаря серии проверок, испытаний и испытаний на старение можно гарантировать надежную работу печатной платы в течение длительного времени (период использования, как правило, 20 лет).
Дизайн. Для различных требований к производительности печатных плат (электрических, физических, химических, механических и т. д.) конструкция печатной платы может быть реализована посредством стандартизации конструкции, стандартизации и т. д. в короткие сроки и с высокой эффективностью.
Производственность. При современном управлении можно проводить стандартизацию, масштабирование (количество), автоматизацию и другие виды производства, чтобы обеспечить постоянство качества продукции.
Тестируемость. Относительно полный метод испытаний, стандарт испытаний, различное испытательное оборудование и инструменты были созданы для определения и определения квалификации и срока службы продуктов на основе печатных плат.
Возможность сборки. Изделия из печатных плат не только удобны для стандартизированной сборки различных компонентов, но также могут быть автоматизированы и крупносерийны. В то же время печатные платы и различные компоненты сборки также могут быть собраны в более крупные компоненты, системы и даже полные машины.
Ремонтопригодность. Поскольку продукты для печатных плат и различные сборочные детали разрабатываются и производятся стандартизированным образом, эти детали также стандартизированы. Поэтому при выходе из строя системы ее можно быстро, удобно и гибко заменить, а систему быстро восстановить для работы. Конечно, можно привести и больше примеров. Например, сделать систему миниатюрной и легкой, а также обеспечить высокую скорость передачи сигнала.
Мягкая и жесткая классификация
Делятся на жесткие печатные платы и гибкие печатные платы, мягкие и твердые платы. Как правило, печатная плата, показанная на первом рисунке ниже, называется жесткой (жесткой) печатной платой, а желтая соединительная линия на втором рисунке называется гибкой (или гибкой) печатной платой. Интуитивное различие между жесткой печатной платой и гибкой печатной платой заключается в том, что гибкую печатную плату можно согнуть. Обычные толщины жестких печатных плат составляют 0,2 мм, 0,4 мм, 0,6 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм, 2,0 мм и т. д. Общая толщина гибкой печатной платы составляет 0,2 мм, а место пайки деталей будет дополнено утолщенным слоем позади него. Толщина утолщенного слоя варьируется от 0,2 мм до 0,4 мм. Цель их понимания — предоставить инженерам-строителям пространственную привязку при проектировании. Общие материалы для жестких печатных плат включают: ламинаты из фенольной бумаги, ламинаты из эпоксидной бумаги, ламинаты из полиэфирного стекловолокна, ламинаты из эпоксидной стеклоткани; гибкие материалы для печатных плат обычно включают: полиэфирную пленку, полиимидную аминовую пленку, фторированную этиленпропиленовую пленку.
Сырье
Плакированный медью ламинат является материалом подложки для изготовления печатных плат. Он используется для поддержки различных компонентов и осуществления электрического соединения или электрической изоляции между ними.
Алюминиевая пластина
Алюминиевая подложка печатной платы (радиатор на металлической основе включает алюминиевую подложку, медную подложку и железную подложку) представляет собой пластину из низколегированного высокопластичного сплава серии Al-Mg-Si, которая обладает хорошей теплопроводностью и электроизоляционными свойствами, а также производительностью обработки, теперь основная алюминиевая подложка Fosslat.
Обработка контактов
Устойчивая к припою зеленая краска покрывает большую часть медной поверхности схемы, и открыты только клеммные контакты для сварки компонентов, электрических испытаний и вставки печатной платы. На эту клемму следует нанести соответствующий защитный слой, чтобы избежать образования оксидов на клемме, соединенной с анодом (+), во время длительного использования, что повлияет на стабильность схемы и вызовет проблемы с безопасностью.
[Твердое золочение] Слой никеля и высокохимически пассивный слой золота наносятся на штепсельную клемму печатной платы (обычно называемую золотым пальцем) для защиты клеммы и обеспечения хороших характеристик соединения. Он содержит достаточное количество кобальта, который обладает отличными свойствами износостойкости.
[Hallet олово] Паяльная клемма печатной платы покрыта слоем оловянно-свинцового сплава путем выравнивания горячим воздухом, чтобы защитить клемму печатной платы и обеспечить хорошие характеристики пайки.
[Предварительная пайка] Точка пайки печатной платы покрыта слоем антиокислительной пленки для предварительной пайки методом погружения, который временно защищает точку пайки перед пайкой.
и обеспечивает относительно плоскую поверхность пайки для хорошей производительности пайки.
[Углеродные чернила] Слой угольных чернил наносится на контактные клеммы печатной платы трафаретной печатью для защиты клемм и обеспечения хороших характеристик соединения.
Резка формы
Вырежьте печатную плату в соответствии с размерами, требуемыми заказчиком, с помощью формовочного станка с ЧПУ (или штамповочного станка). При вырезании используйте штифты, чтобы зафиксировать печатную плату на станине (или форме) через предварительно просверленные отверстия для позиционирования. После резки части золотых пальцев шлифуются и скошиваются, чтобы облегчить вставку и использование печатных плат. Для составных печатных плат часто необходимо добавить X-образную линию разрыва (называемую в промышленности V-Cut), чтобы облегчить клиентам разделение и разборку после вставки. Наконец, пыль на печатной плате и ионные загрязнения на поверхности очищаются.
Окончательная инспекционная упаковка
Перед упаковкой на печатной плате проводятся окончательные испытания электропроводности, импеданса, паяемости и стойкости к тепловому удару. И используйте умеренную выпечку, чтобы устранить влагу, поглощенную печатной платой в процессе производства, и накопленную тепловую нагрузку, и, наконец, упакуйте ее в вакуумный пакет для отправки.
Производство
Методы производства печатных плат энтузиастов электроники в основном включают метод термопереноса, метод фоточувствительной мокрой пленки и метод светочувствительной сухой пленки. В состав травителя входит экологически чистый хлорид железа (FeCl3) и быстрая соляная кислота плюс перекись водорода (HCl+H2O2). Обычно используемое программное обеспечение для рисования печатных плат включает программное обеспечение серии Altium Designer (ранее известное как Protel), такое как Altium Designer 10. Фоточувствительная сухая пленка + хлорид железа — лучший выбор для любителей.
Визуализация (формирование/изготовление проволоки)
Первым шагом в производстве является установка проводки соединений между деталями. Мы используем метод переноса негативной пленки (субтрактивный перенос), чтобы показать рабочую пленку на металлическом проводнике. Хитрость заключается в том, чтобы покрыть всю поверхность тонким слоем медной фольги и удалить излишки. Перенос аддитивного паттерна — еще один метод, которым пользуется меньше людей. Это метод наложения медных проводов только там, где это необходимо, но мы не будем о нем здесь говорить.
При изготовлении двухсторонней платы обе стороны подложки печатной платы будут покрыты медной фольгой. Если делается многослойная доска, следующим шагом будет склеивание этих досок между собой.
Позитивные фоторезисты изготавливаются из фотосенсибилизаторов, которые растворяются при освещении (негативные фоторезисты разрушаются, если их не освещать). Существует множество способов обработки фоторезиста на медных поверхностях, но наиболее распространенным способом является его нагревание и прокатка по поверхности, содержащей фоторезист (называемой фоторезистом в виде сухой пленки). Его также можно распылять сверху в жидкой форме, но тип сухой пленки обеспечивает более высокое разрешение и позволяет производить более тонкие провода.
Световой экран — это просто шаблон для слоев печатной платы в процессе изготовления. Прежде чем фоторезист на печатной плате подвергается воздействию УФ-излучения, покрывающий его световой экран может предотвратить экспонирование фоторезиста в некоторых областях (при условии, что используется позитивный фоторезист). Эти места, покрытые фоторезистом, станут проводкой.
Дополнительные участки оголенной меди для травления после проявления фоторезиста. В процессе травления можно либо погрузить плату в растворитель для травления, либо распылить растворитель на плату. Обычно используемые в качестве растворителей для травления хлорид железа (хлорид железа), щелочной аммиак (щелочной аммиак), серная кислота плюс перекись водорода (серная кислота + перекись водорода) и хлорид меди (хлорид меди) окисляются (например, Cu+2FeCl3= CuCl2+2FeCl2). После травления остатки фоторезиста удаляются. Это называется процедурой стриптизинга.
Сверление и покрытие
Если изготовлена многослойная печатная плата, содержащая скрытые или глухие отверстия, каждый слой платы необходимо просверлить и покрыть металлическим покрытием перед склеиванием. Если не пройти этот шаг, то нет возможности соединиться друг с другом.
После того, как отверстия просверлены с помощью машинного оборудования в соответствии с требованиями к сверлению, внутренняя часть стенки отверстия должна быть покрыта гальванопокрытием (технология сквозного покрытия, PTH). После обработки металла внутри стенки отверстия внутренние контуры каждого слоя можно соединить друг с другом. Перед началом гальваники необходимо удалить мусор в отверстии. Это связано с тем, что эпоксидная смола произведет некоторые химические изменения после нагрева и покроет внутренний слой печатной платы, поэтому ее необходимо удалить в первую очередь. Как очистка, так и нанесение покрытия осуществляются в химическом процессе.
Ламинирование многослойной печатной платы
Отдельные слои должны быть ламинированы для создания многослойной плиты. Прижимное действие включает в себя добавление изолирующего слоя между слоями и прочное склеивание друг друга. Если переходные отверстия проходят через несколько слоев, то каждый слой необходимо обрабатывать заново. Проводка на двух внешних сторонах многослойной платы обычно обрабатывается после ламинирования многослойной платы.
Паяльная маска на ручке, поверхность для трафаретной печати и частичное покрытие золотыми пальцами
Затем на самые внешние проводки наносится припой-резист так, чтобы проводки не касались покрытия. Поверхность трафаретной печати напечатана на ней, чтобы отметить положение каждой части. Он не может закрывать какие-либо провода или золотые пальцы, в противном случае это может снизить способность к пайке или стабильность текущего соединения. Золотые пальцы обычно покрываются золотом для обеспечения качественного электрического соединения при вставке в слот расширения.
Тест
Для проверки наличия короткого замыкания или обрыва цепи на печатной плате можно использовать оптическое или электронное тестирование. Оптические методы используют сканирование для поиска дефектов в каждом слое, в то время как электронный контроль обычно использует летающий зонд (Flying-Probe) для проверки всех соединений. Электронное тестирование более точно обнаруживает короткие замыкания или обрывы, но оптическое тестирование может легче обнаружить проблемы с неправильными зазорами между проводниками.
Установка и сварка деталей
Последним этапом является установка и сварка деталей. Детали THT и SMT устанавливаются и размещаются на печатной плате с помощью машин и оборудования.
Детали THT обычно припаиваются методом пайки волной припоя (Wave Soldering). Это позволяет припаивать все детали к печатной плате одновременно. Сначала обрежьте контакты близко к плате и слегка согните их, чтобы детали держались. Затем переместите печатную плату в водную волну сорастворителя, дайте нижней части коснуться сорастворителя, чтобы можно было удалить оксид на нижнем металле. После нагрева печатной платы на этот раз переходим к расплавленному припою, а пайка производится после контакта с днищем.
Метод автоматической пайки деталей SMT называется пайкой оплавлением. Пастообразный припой, содержащий флюс и припой, обрабатывается один раз после монтажа деталей на печатную плату, а затем снова обрабатывается после нагрева печатной платы. После того, как печатная плата остынет, пайка завершена, и следующим шагом будет подготовка к окончательному тестированию печатной платы.
Проверка
Китайское название печатной платы — печатная плата, также известная как печатная плата. Печатная плата является важным электронным компонентом, опорой для электронных компонентов и поставщиком электрических соединений для электронных компонентов. Она называется «печатной» платой, потому что производится электронным способом.
Проверка печатных плат относится к пробному производству печатных плат перед их массовым производством. Основное применение — проверка печатных плат. Тем не менее, как правило, не существует конкретных ограничений для количества продукции, предназначенной для защиты печатных плат. Как правило, инженеры называют это проверкой печатной платы до того, как дизайн продукта не будет подтвержден и протестирован.
Компоновка компонентов
В процессе компоновки печатной платы, после завершения компоновки системы, необходимо просмотреть схему печатной платы, чтобы убедиться, что компоновка системы разумна и можно ли достичь оптимального эффекта. Обычно его можно исследовать со следующих сторон:
1. Обеспечивает ли компоновка системы разумную или оптимальную проводку, может ли она обеспечить надежную проводку и может ли она обеспечить надежность работы схемы. При прокладке необходимо иметь общее представление и планирование направления сигнала и сети питания и заземления.
2. Соответствует ли размер печатной платы размеру чертежа обработки, соответствует ли он требованиям процесса изготовления печатной платы и есть ли поведенческая метка. Этот момент требует особого внимания. Схема и разводка многих печатных плат спроектированы красиво и разумно, но точным расположением позиционирующих разъемов пренебрегают, в результате чего конструкция схемы не может быть состыкована с другими схемами.
3. Конфликт компонентов в двухмерном или трехмерном пространстве. Обратите внимание на физические размеры устройства, особенно на его высоту. При пайке компонентов без компоновки высота обычно не может превышать 3 мм.
4. Является ли компоновка компонентов плотной и упорядоченной, аккуратно ли организована и вся ли компоновка завершена. При раскладке компонентов следует учитывать не только направление сигнала и тип сигнала, места, требующие внимания или защиты, но и общую плотность компоновки устройств для достижения равномерной плотности.
5. Можно ли легко заменить компоненты, которые необходимо часто заменять, и удобно ли вставлять съемную плату в оборудование. Должны быть обеспечены удобство и надежность замены и установки часто заменяемых компонентов.
6. Особое внимание следует уделить радиочастотной части во время компоновки, чтобы избежать радиочастотных помех с другими компонентами, поэтому одна сторона должна быть изолирована.
Дизайн
Независимо от дизайна односторонней платы, двусторонней платы или многослойной платы, она была разработана с помощью Protel раньше, но в настоящее время она разработана с помощью Altium Designer (ранее известного как Protel), PADS, Allegro и т. д.
Конструкция печатной платы основана на принципиальной схеме для реализации функций, требуемых схемотехником. Конструкция печатной платы в основном относится к компоновке, которая должна учитывать различные факторы, такие как компоновка внешних соединений, оптимизированная компоновка внутренних электронных компонентов, оптимизированная компоновка металлической проводки и сквозных отверстий, электромагнитная защита и рассеивание тепла. Превосходный дизайн компоновки может снизить производственные затраты и обеспечить хорошую производительность схемы и эффективность рассеивания тепла. Простая компоновка может быть реализована вручную, а сложная компоновка должна быть реализована с помощью автоматизированного проектирования (САПР).
1.Обзор
Цель этого документа состоит в том, чтобы объяснить процесс и некоторые соображения по проектированию печатных плат с использованием программного обеспечения PADS для проектирования печатных плат PowerPCB, предоставить проектные спецификации для проектировщиков в рабочей группе, а также облегчить общение и взаимный контроль среди проектировщиков.
2. Процесс проектирования
Процесс проектирования печатной платы делится на шесть этапов: ввод списка соединений, настройка правил, компоновка компонентов, разводка, проверка, просмотр и вывод.
2.1 Ввод списка соединений
Существует два метода ввода списка соединений. Один из них заключается в использовании функции PowerLogic OLE PowerPCB Connection, выборе «Отправить список соединений» и применении функции OLE для обеспечения согласованности принципиальной схемы и схемы печатной платы в любое время, сводя к минимуму возможность ошибок. Другой метод заключается в прямой загрузке списка соединений в PowerPCB, выборе File->Import и импорте списка соединений, сгенерированного схематической диаграммой.
2.2 Настройки правила
Если правила проектирования печатной платы были установлены на этапе проектирования схемы, нет необходимости устанавливать эти правила снова, поскольку при вводе списка соединений правила проектирования вводятся в PowerPCB вместе со списком соединений. Если правила проектирования изменены, принципиальная схема должна быть синхронизирована, чтобы обеспечить согласованность между принципиальной схемой и платой. В дополнение к правилам проектирования и определениям слоев необходимо установить некоторые правила, такие как стеки контактных площадок, которые должны изменить размер стандартных переходных отверстий. Если дизайнер создает новую контактную площадку или переходное отверстие, обязательно добавьте слой 25.
Внимание:
Правила проектирования печатных плат, определения слоев, параметры переходов и параметры вывода CAM были помещены в файл запуска по умолчанию с именем Default.stp. После того, как список соединений импортирован, сеть электропитания и земля назначаются слою питания и слою земли в соответствии с фактической ситуацией проекта, а также устанавливаются другие расширенные правила. После установки всех правил в PowerLogic используйте функцию «Правила из платы» в OLE PowerPCB Connection, чтобы обновить настройки правил в схематическом представлении, чтобы убедиться, что правила схематического представления и диаграммы платы непротиворечивы.
2.3 Компоновка компонентов
После ввода списка соединений все компоненты будут размещены в нулевой точке рабочей области и перекрыты друг другом. Следующим шагом является разделение этих компонентов и их аккуратное расположение в соответствии с некоторыми правилами, то есть компоновка компонентов. PowerPCB предлагает два метода: ручную компоновку и автоматическую компоновку.
2.3.1 Ручная компоновка
а. Нарисуйте контур платы (Board Outline) для структурного размера печатной платы инструмента.
б. Распределите компоненты (Disperse Components), и компоненты будут расположены по краю платы.
в. Перемещайте и вращайте компоненты один за другим, размещайте их в пределах края доски и аккуратно располагайте их в соответствии с определенными правилами.
2.3.2 Автоматическая компоновка
PowerPCB обеспечивает автоматическую компоновку и автоматическую компоновку локального кластера, но для большинства проектов этот эффект не идеален и не рекомендуется.
2.3.3 Меры предосторожности
а. Первый принцип компоновки заключается в том, чтобы обеспечить скорость прокладки проводки, обратить внимание на соединение летящего провода при перемещении устройства и соединить устройства с взаимосвязью соединения.
б. Цифровые устройства и аналоговые устройства должны быть разделены и храниться как можно дальше друг от друга.
в. Развязывающий конденсатор должен быть как можно ближе к VCC устройства.
д. Учитывайте будущую пайку при размещении устройств, не слишком плотно
е. Более широко используйте функции Array и Union, предоставляемые программным обеспечением, чтобы повысить эффективность компоновки.
2.4 Электропроводка
Есть также два способа подключения: ручное подключение и автоматическое подключение. Функция ручной маршрутизации, предоставляемая PowerPCB, очень мощная, включая автоматическую отправку, онлайн-проверку правил проектирования (DRC), автоматическую маршрутизацию выполняет механизм маршрутизации Specctra, обычно эти два метода используются вместе, а общие шаги — ручной-автоматический-ручной.
2.4.1 Ручная проводка
а. Перед автоматической трассировкой вручную разметьте некоторые важные сети, такие как высокочастотные часы, основные источники питания и т. д. Эти сети часто имеют особые требования к расстоянию трассировки, ширине линии, шагу между линиями, экранированию и т. д.; другие специальные пакеты, такие как BGA.
В автоматической маршрутизации сложно сделать обычную маршрутизацию, также требуется ручная маршрутизация.
б. После автоматической проводки проводка печатной платы должна быть отрегулирована вручную.
2.4.2 Автомаршрутизация
После завершения ручной маршрутизации оставшаяся сеть передается на автоматический маршрутизатор для автоматической маршрутизации. Выберите Tools->SPECCTRA, запустите интерфейс маршрутизатора Specctra, задайте файл DO и нажмите «Продолжить», чтобы начать автоматическую маршрутизацию маршрутизатора Specctra. После окончания, если скорость маршрутизации составляет 100%, то вы можете настроить маршрутизацию вручную; если нет Когда он достигает 100%, это означает, что есть проблема с разводкой или разводкой вручную, и необходимо отрегулировать разводку или разводку вручную, пока не будет выполнена вся разводка.
2.4.3 Меры предосторожности
а. Провода питания и заземления должны быть максимально толстыми.
б. Развязывающий конденсатор должен быть максимально напрямую подключен к VCC.
в. При настройке файла DO Specctra сначала добавьте команду «Защитить все провода», чтобы защитить проложенные вручную провода от перераспределения автоматическим маршрутизатором.
д. Если имеется смешанный уровень мощности, этот уровень должен быть определен как Split/mixed Plane, и он должен быть разделен перед подключением. После подключения используйте Plane Connect of Pour Manager для заливки меди.
е. Установите все контакты устройства как термопрокладки. Метод заключается в том, чтобы установить фильтр на контакты и выбрать все контакты. Измените свойства, поставьте галочку перед опцией «Тепловой»
ф. При ручной маршрутизации включите опцию DRC и используйте Dynamic Route (Динамический маршрут)
2.5 Осмотр
Отмеченные элементы включают «Зазор», «Подключение», «Высокая скорость» и «Плоскость». Эти элементы можно выбрать в Tools->Verify Design. Если установлено высокоскоростное правило, его необходимо отметить, иначе этот пункт можно пропустить. Ошибки обнаруживаются, и размещение и маршрутизация должны быть изменены.
Внимание:
Некоторые ошибки можно игнорировать. Например, часть Outline некоторых разъемов вынесена за пределы рамки платы, и при проверке зазора будут возникать ошибки; кроме того, каждый раз при модификации проводки и переходных отверстий медь необходимо заливать заново.
2.6 Обзор
Обзор основан на «Контрольном списке печатных плат», который включает в себя правила проектирования, определения слоев, ширину линий, интервалы, контактные площадки и настройки переходных отверстий; также важно рассмотреть рациональность компоновки устройств, маршрутизации силовых и наземных сетей, а также высокоскоростных тактовых сетей. Проводка и экранирование, размещение и подключение развязывающих конденсаторов и т. д. Если повторная проверка не дает результатов, проектировщику необходимо изменить схему и проводку. После прохождения проверки повторно экзаменующийся и проектировщик подписывают соответственно.
2.7 Результат проектирования
Проект печатной платы можно распечатать на принтере или вывести в виде gerber-файла. Принтер может печатать печатную плату слоями, что удобно для проверки дизайнерами и рецензентами; файлы светового рисунка передаются производителю плат для производства печатных плат. Выход файлов световой живописи очень важен, что связано с успехом или неудачей этого дизайна. Далее мы сосредоточимся на мерах предосторожности при выводе файлов световой живописи.
а. Слои, которые необходимо вывести, включают слой проводки (включая верхний слой, нижний слой, средний слой проводки), слой питания (включая слой VCC и слой GND), слой шелкографии (включая шелкографию верхнего слоя, шелкографию нижнего слоя), слой маски припоя (включая маску припоя верхнего слоя и маску припоя снизу), в дополнение к созданию файлов сверления (NC Drill)
б. Если слой питания установлен на Split/Mixed, то выберите Routing в пункте Document окна Add Document и каждый раз перед выводом файла светового чертежа используйте Plane Connect of Pour Manager для заливки меди на диаграмме печатной платы; если он установлен в CAM Plane, выберите Plane, при установке пункта Layer добавьте Layer 25, выберите Pads и Vias в Layer 25
в. В окне настройки устройства (нажмите Device Setup) измените значение Aperture на 199.
д. При настройке слоя каждого слоя выберите Board Outline
е. При настройке Слоя слоя шелкографии не выбирайте Тип детали, а выберите верхний слой (нижний слой) и Контур, Текст и Линия слоя шелкографии.
ф. При настройке слоя слоя паяльной маски выберите сквозное отверстие, чтобы указать, что на переходном отверстии нет паяльной маски, и не выбирайте промежуточное отверстие, чтобы указать домашнюю паяльную маску, в зависимости от конкретной ситуации.
г. При создании файла сверления используйте настройки PowerPCB по умолчанию и не вносите никаких изменений.
д. После вывода всех файлов gerber откройте и распечатайте их с помощью CAM350 и проверьте их дизайнерами и рецензентами в соответствии с «Контрольным списком печатных плат».
Отраслевая цепочка
Классифицированный в соответствии с восходящей и нисходящей производственной цепочкой, его можно разделить на сырье - ламинаты с медным покрытием - печатные платы - приложения для электронных продуктов. Отношение просто выражается следующим образом: ткань из стекловолокна: ткань из стекловолокна является одним из исходных материалов для ламинатов, плакированных медью. Формованные, на долю которых приходится около 40 % (толстая плита) и 25 % (тонкая плита) стоимости ламината, плакированного медью. Пряжа из стекловолокна кальцинируется до жидкого состояния путем прокаливания кварцевого песка и другого сырья в печи и вытягивается в очень тонкое стекловолокно через очень маленькое сопло из сплава, а затем сотни стеклянных волокон скручиваются в пряжу из стекловолокна.
Инвестиции в строительство печи огромны, обычно требуются сотни миллионов средств, и после того, как она зажжена, она должна производиться непрерывно в течение 24 часов, а затраты на вход и выход огромны. Производство ткани из стекловолокна аналогично ткацким компаниям. Производственные мощности и качество можно контролировать, контролируя скорость, а спецификации относительно едины и стабильны. Со времен Второй мировой войны серьезных изменений в спецификациях почти не было. В отличие от CCL, на цену ткани из стекловолокна больше всего влияет соотношение между спросом и предложением, и в последние годы цена колебалась в пределах 0,50-1,00 долларов США за м. На Тайвань и материковый Китай приходится около 70% мировых производственных мощностей.
Медная фольга: Медная фольга является сырьем, на которое приходится наибольшая доля стоимости ламинатов с медным покрытием, на которую приходится около 30% (толстая пластина) и 50% (тонкая пластина) стоимости ламината с медным покрытием. Таким образом, рост цен на медную фольгу является основной движущей силой роста цен на ламинаты с медным покрытием. Цена на медную фольгу тесно связана с изменением цены на медь, но рыночная власть слаба. В последнее время из-за роста цен на медь производители медной фольги оказались в сложной ситуации, и многие компании вынуждены закрыться или объединиться. Даже если производители ламината, плакированного медью, принимают медную фольгу, производители медной фольги, как правило, терпят убытки из-за роста цен. В связи с появлением ценового разрыва в первом квартале 2006 г. произойдет очередная волна роста цен, что может привести к росту цен на CCL.
Медный ламинат: Медный ламинат представляет собой продукт склеивания стеклоткани и медной фольги вместе с эпоксидной смолой в качестве плавящего агента. Это прямое сырье для печатных плат. Он превращается в печатную плату после травления, гальваники и ламинирования многослойных плат. Спрос на средства в отрасли ламината с медным покрытием невелик, около 30-40 млн юаней, а производство может быть остановлено или изменено в любое время. В структуре производственной цепочки вверх и вниз по течению CCL обладает самой сильной переговорной силой. Он не только может иметь сильное влияние на закупку сырья, такого как ткань из стекловолокна и медная фольга, но и до тех пор, пока спрос ниже по течению является приемлемым, он может смягчить давление растущих затрат. В третьем квартале цены на ламинаты с медным покрытием начали расти, и диапазон роста цен составил около 5-8%. Основной движущей силой было отражение роста цен на медную фольгу, а высокий спрос в сфере переработки и переработки может поглотить давление повышения цен со стороны производителей CCL. Южная Азия, второй в мире производитель ламината с медным покрытием, также повысила цены на продукцию 15 декабря 2006 г., что свидетельствует о том, что спрос на печатные платы, по крайней мере, в первом квартале 2006 г. был в хорошем состоянии.
Международная ситуация
Выходная стоимость мировой индустрии печатных плат составляет более четверти от общей стоимости производства электронных компонентов, и это отрасль с наибольшей долей среди различных подсекторов электронных компонентов с отраслевым масштабом в 40 миллиардов долларов.
В то же время, благодаря своему уникальному положению в базовой электронной промышленности, она стала самой активной отраслью в современной индустрии электронных компонентов. В 2003 и 2004 годах объем производства ПХД в мире составил 34,4 миллиарда долларов США и 40,1 миллиарда долларов США соответственно, при годовом темпе роста 5,27% и 16,47%.
Состояние развития отечественной индустрии печатных плат
Работа по разработке печатных плат в моей стране началась в 1956 году и постепенно расширилась, сформировав промышленность печатных плат с 1963 по 1978 год. Спустя более 20 лет после реформы и открытости, благодаря внедрению передовых зарубежных технологий и оборудования, односторонние, двухсторонние и многослойные платы достигли быстрого развития, и отечественная промышленность печатных плат постепенно развивалась от малого до крупного. Благодаря концентрации перерабатывающих производств и относительно низкой стоимости рабочей силы и земли Китай стал регионом с самым сильным импульсом развития. В 2002 году она стала третьей страной по производству PCB.
В 2003 году стоимость производства PCB, а также объем импорта и экспорта превысили 6 миллиардов долларов США, впервые обогнав Соединенные Штаты, став второй по величине страной-производителем PCB в мире, а доля стоимости производства также увеличилась с 8,54% (в 2000 г. ) до 15,30%, что почти удвоилось. В 2006 году Китай сменил Японию в качестве крупнейшей в мире базы по производству печатных плат и страны с наиболее активным технологическим развитием. Промышленность печатных плат в моей стране поддерживает высокие темпы роста около 20%, что намного выше, чем темпы роста мировой индустрии печатных плат.
С точки зрения состава продукции, основные продукты китайской индустрии печатных плат перешли с односторонних и двусторонних плат на многослойные платы, а также модернизируются с 4-6 слоев до 6-8 слоев. Благодаря быстрому росту производства многослойных плат, плат HDI и гибких плат структура производства печатных плат в моей стране постепенно оптимизируется и совершенствуется.
Однако, несмотря на то, что производство печатных плат в моей стране достигло значительного прогресса, все еще существует большой разрыв по сравнению с развитыми странами, и в будущем еще есть много возможностей для совершенствования и совершенствования. Во-первых, моя страна поздно вошла в индустрию печатных плат, и в ней нет специализированного учреждения по исследованиям и разработкам печатных плат, и существует большой разрыв с иностранными производителями в возможностях исследований и разработок некоторых новых технологий. Во-вторых, с точки зрения структуры продукции производство плит среднего и низкого слоя по-прежнему является основным. Хотя FPC и HDI быстро растут, из-за небольшой базы их доля все еще невысока. В-третьих, большая часть оборудования для производства печатных плат в моей стране зависит от импорта, а некоторые основные виды сырья могут зависеть только от импорта. Неполная производственная цепочка также препятствует развитию отечественных компаний по производству печатных плат.
Обзор отрасли
Как наиболее широко используемый электронный компонент, печатная плата обладает высокой жизнеспособностью. Независимо от соотношения между спросом и предложением или исторического цикла, начало 2006 г. стало началом этапа бума для отрасли, и постоянный высокий спрос на последующие этапы постепенно увеличивал поставки различных производителей в отраслевой цепочке печатных плат. В первом квартале 2019 года ситуация «межсезонье не скоротечное». Повысьте рейтинг отрасли с «избегать» до «хорошо».
Статус отрасли
Благодаря последовательной поддержке новых терминальных продуктов и новых рынков мировой рынок печатных плат успешно восстанавливается и растет. Согласно статистике Гонконгской ассоциации печатных плат (HKPCA), мировой рынок печатных плат будет стабильно развиваться в 2011 году и, как ожидается, вырастет на 6-9%, в то время как Китай, как ожидается, вырастет на 9-12%. В аналитическом отчете Тайваньского научно-исследовательского института промышленных технологий (IEK) прогнозируется, что стоимость производства печатных плат в мире увеличится на 10,36% в 2011 году и достигнет масштаба 41,615 миллиарда долларов США. Согласно данным анализа Prismark и отчету, опубликованному Центром исследований и разработок промышленных ценных бумаг, изменения в структуре приложений печатных плат и структуре продукта отражают будущие тенденции развития отрасли. Наряду со снижением выходной стоимости одно-/двусторонних плат и многослойных плат, выходная стоимость HDI-плат, упаковочных подложек и гибких плат увеличилась, что указывает на рост приложений в компьютерных материнских платах, коммуникационных объединительных панелях, и автомобильные платы относительно медленные. Платы HDI, упаковочные платы и гибкие платы для мобильных телефонов высокого класса, ноутбуков и других «тонких, легких и маленьких» электронных продуктов будут продолжать быстро расти.
Северная Америка
Американский совет по печатным платам (IPC) объявил, что в феврале 2011 года отношение балансовой стоимости (коэффициент балансовой стоимости) североамериканских производителей печатных плат составляло 0,95, что означает, что на каждые 100 долларов отгруженного продукта приходится, только получил новый заказ на сумму 95 долларов.
Значение B/B было ниже 1 пятый месяц подряд, а процветание отрасли в Северной Америке существенно не восстановилось.
Япония
Землетрясение в Японии повлияет на поставки некоторых видов сырья для печатных плат в краткосрочной перспективе, а в среднесрочной и долгосрочной перспективе будет способствовать переносу производственных мощностей на Тайвань и материк.
· Высококачественные производители печатных плат ускоряют расширение производства на материке, и перенос технологий, производственных мощностей и заказов на материк является общей тенденцией.
Тайваньское издание Zhongshi Electronic News сообщило, что японская цепочка поставок разорвана, а заводы по производству печатных плат в Китае и Южной Корее станут крупными победителями.
Тайвань
· Аналитики Тайваньского научно-исследовательского института промышленных технологий (IEK) отметили, что, пользуясь общим восстановлением мировой экономики и поддержкой потребления в странах с развивающейся экономикой.
Ожидается, что тайваньская индустрия печатных плат вырастет на 29% в 2011 году. В условиях роста продаж на внутреннем рынке и непрерывного переноса глобальных производственных мощностей индустрия печатных плат вступит в период быстрого роста. К 2014 году производство печатных плат в Китае будет составлять 41,92% от общемирового объема.
Разрыв с развитыми странами
После почти полувека напряженной работы китайская индустрия печатных плат стала незаменимой основой и гарантией электронной информационной индустрии Китая, а ее объем производства занимает второе место в мире. В 2004 году общая стоимость производства PCB в Китае достигла 8,15 млрд долларов США, а общий объем импорта и экспорта составил 8,9 млрд долларов США. Ожидается, что в скором времени он поднимется на первое место в мире.
Моя страна — большая страна по производству электронных схем и печатных плат, но далеко не сильная страна в производстве. Между Китаем и развитыми странами по-прежнему существует большой разрыв в производстве печатных плат.
Экологичность
В первые годы печатные платы относились к высокотехнологичной отрасли, и большинство иностранных компаний контролировали производство технологий, которые когда-то сковывали и ограничивали развитие и рост индустрии печатных плат. По данным журнала Time, Китай и Индия входят в число самых загрязненных стран мира. В целях защиты окружающей среды китайское правительство строго формулирует и внедряет соответствующие правила контроля за загрязнением окружающей среды, которые затронули промышленность печатных плат. Многим городам больше не разрешено расширяться и строить новые заводы по производству печатных плат, но теперь развитие наших компаний по производству печатных плат регулируется местными ограничениями. Чем более экономически развито место, тем больше ограничений. Почему? Потому что бессознательно производители печатных плат превратились в крупных загрязнителей, крупных потребителей энергии и крупных водопользователей в глазах правительства. Сегодня, когда охрана окружающей среды и устойчивое развитие высоко ценятся, стоит надеть такую «шапку» и компании, производящие печатные платы, действительно «проиграют всем». На самом деле, являемся ли мы крупными загрязнителями, крупными потребителями энергии и крупными водопользователями? конечно, нет! Наши предприятия по производству печатных плат отличаются низким энергопотреблением и низким уровнем загрязнения окружающей среды.
Мы можем сравнить по следующим данным:
С точки зрения охраны окружающей среды, путем сравнения показателей загрязнения сточных вод, сбрасываемых предприятиями различных отраслей промышленности, видно, что:
1. Типы загрязняющих веществ на предприятиях по производству печатных плат относительно концентрированы, в основном COD и загрязнение меди тяжелыми металлами, отсутствие выбросов высокотоксичных веществ, таких как цианид / кадмий / хром, а также отсутствие выбросов канцерогенных, тератогенных и мутагенных веществ. Основной компонент загрязнения тяжелыми металлами, ионы меди, можно легко удалить обычными методами очистки, поэтому не следует опасаться загрязняющих веществ на печатной плате.
2. Концентрация загрязняющих веществ на предприятиях по производству печатных плат низкая. Как мы все знаем, производство печатных плат предъявляет высокие требования к воде, и в большинстве из них используется чистая вода, а сбрасываемые сточные воды - это в основном сточные воды, выводимые при перекачке плат. Из таблицы видно, что по сравнению с другими загрязняющими производствами концентрация загрязняющих веществ, сбрасываемых предприятиями по производству печатных плат, очень низкая, особенно COD, которая составляет лишь 1/10 от других загрязняющих производств.
3. Сточные воды, сбрасываемые печатными предприятиями, меньше загрязняют пресную воду. Так как печатные платы имеют высокие требования к воде и строго контролируются в процессе производства, соленость (т.е. проводимость) в сточных водах, сбрасываемых компаниями по производству печатных плат, намного ниже, чем в других отраслях промышленности. С точки зрения защиты ресурсов пресной воды соленость является очень важным показателем, любая соль загрязняет ресурсы пресной воды. Таким образом, по сравнению с производителями печатных плат можно назвать только низкий уровень загрязнения.
Подводя итог, можно сказать, что производство печатных плат нереально быть главным загрязнителем окружающей среды в глазах правительства и общества. Почему это происходит и что заставляет производителей печатных плат бороться с загрязнением окружающей среды?
Причины следующие:
Во-первых, некоторые производители печатных плат не придают большого значения защите окружающей среды и чистому производству.
Сначала проанализируйте проблемы самой компании, производящей печатные платы. По-прежнему существует небольшое количество компаний, производящих печатные платы, которые не понимают важности защиты окружающей среды и чистого производства. Очистка сточных вод многих компаний, повторное использование сточных вод и чистое производство подлежат проверкам или соответствующим квалификационным сертификатам, но они не возведены в ранг корпоративной социальной ответственности и закона. Некоторое время назад мы участвовали в подготовке нового стандарта Министерства охраны окружающей среды. Во время посещения многих предприятий мы обнаружили, что большое количество предприятий все еще используют процесс очистки сточных вод много лет назад и имеют дело только с тяжелыми металлами. Загрязнители, такие как ХПК, не обрабатываются. Никакой специальной очистки не проводилось, а система повторного использования регенерированной воды даже является украшением. Многие предприятия не имеют глубокого понимания процесса переработки и слепо гонятся за дешевыми продуктами. В результате многие приспособления для переработки вообще не работают и становятся украшением.
Это все проблемы аппаратных средств, а другая — проблемы мягкого управления, такие как отсутствие обработки, меньшее дозирование и скрытое дренирование. Хотя такое поведение характерно только для нескольких компаний, как только будет установлено, что оно превышает стандарт, они будут использовать производство печатных плат в качестве оправдания высокой концентрации загрязнения сточных вод, больших колебаний и сложной очистки. В конечном счете, это, естественно, оставит след в сердцах предприятий общественного совета, которые производят впечатление предприятий, загрязняющих окружающую среду. Это наша собственная «шапка» загрязнения.
Во-вторых, периферийные вспомогательные предприятия доставили нам неприятности.
С точки зрения защиты окружающей среды периферийные вспомогательные предприятия предприятий по производству печатных плат в основном являются предприятиями по переработке отработанной жидкости ванны. Все мы знаем, что жидкость из бака для отходов имеет высокую концентрацию загрязняющих веществ и с ней трудно бороться. Есть много недобросовестных производителей, которые собирают отработанную жидкость из бака и извлекают ценные тяжелые металлы, но тайно сбрасывают бесполезную для них оставшуюся отработанную жидкость в окружающую среду. Это вызвало большое загрязнение, что заставило правительство и общественность думать, что это было загрязнение, принесенное предприятиями по производству печатных плат. Отработанная жидкость, сбрасываемая предприятиями по производству печатных плат, не подлежит очистке, а предприятия по производству печатных плат являются предприятиями, загрязняющими окружающую среду.
В-третьих, реклама недостаточно сильна, что приводит к непониманию.
Компании, производящие печатные платы, являются высокотехнологичными компаниями и обычно держат свое производство в секрете, поэтому внешний мир не знает о процессе производства печатных плат. Например, использование цианида, производство печатных плат использует только небольшое количество цианида в линиях золочения и иммерсионного золота, а сбрасываемые сточные воды выводятся из цеха после обработки в процессе онлайн-восстановления золота, поэтому в сточных водах практически нет загрязнения цианидом. Это несопоставимо с количеством используемой щелочной меди и концентрацией выбросов гальванического завода, но теперь, пока вы видите использование цианида в производственной линии, он эквивалентен цианиду, используемому в гальванике.
Концентрация загрязнения сточных вод при промывке на предприятиях по производству печатных плат очень низкая, а концентрация загрязнения в некоторых жидкостях ванны относительно высока, таких как отработанная жидкость для чернил, отработанная жидкость наполнителя, отработанная жидкость для травления и т. д. Из-за существования этих высококонцентрированных отработанных жидкостей многие люди считают, что эти отработанные жидкости представляют собой уровень загрязнения предприятия по производству печатных плат. На самом деле, решение для резервуаров для отходов компаний, производящих печатные платы, — это настоящее сокровище. В дополнение к тяжелым металлам, другие химические вещества являются очень важными источниками экономии средств для производителей печатных плат. Если правительство разрешит компаниям перерабатывать и перерабатывать отработанную жидкость из ванны, то у компаний, производящих печатные платы, больше не будет причин быть загрязняющими окружающую среду компаниями.
Укрепляйте самодисциплину в отрасли и ускоряйте технологические инновации
Основываясь на вышеуказанных причинах, что должна делать наша индустрия печатных плат? Мы должны взять на себя инициативу снять «шапки» с головы и создать более широкое пространство для развития нашей отрасли. Я думаю, что мы должны в основном начать со следующих аспектов:
Повышение отраслевой самодисциплины
Наши отраслевые ассоциации должны руководствоваться отраслевой самодисциплиной для проведения регулярных или нерегулярных опросов компаний, производящих печатные платы, по различным каналам. Для компаний, которые внедряют экологически чистое производство или энергосберегающие и сокращающие выбросы новые технологии, новые процессы и делают что-то реальным, они должны быть наказаны в отрасли. Поощрять, хвалить и оказывать практическую помощь таким предприятиям в различных министерствах и комиссиях. Наоборот, компании, практикующие мошенничество и не имеющие чувства социальной ответственности, должны решительно разоблачать и сообщать в соответствующие отделы о наказании. Только предотвратив течение времени, наша отрасль может быть широко признана общественностью и развиваться здоровым образом.
Активно внедрять технологические инновации
В настоящее время наша страна активно выступает за чистое производство, энергосберегающие и снижающие выбросы технологии.
Наши компании, производящие печатные платы, должны дать положительную реакцию и стремиться к тому, чтобы каждое подразделение-участник осуществляло действительно чистое производство и сокращало выбросы отходов, включая отработанную жидкость для ванны и т. д.
Наши подразделения-члены могут получать экономические выгоды за счет технологических инноваций, а затем использовать наши действия для влияния на соседние предприятия.
В скором времени будут введены новые нормативы выбросов загрязняющих веществ для нашей отрасли. Все предприятия должны воспользоваться этой возможностью, чтобы активно внедрять передовые технологии очистки сточных вод, технологии повторного использования воды, технологии чистого производства и т. д., чтобы исправить первоначальную традиционную технологию. Только так наши предприятия могут быть более динамичными и быстро снимать шляпу предприятий-загрязнителей.
В процессе продвижения новых стандартов и новых технологий наши отраслевые ассоциации могут организовывать подразделения-члены для изучения и общения, а также приглашать опытных экспертов в отрасли для интерпретации новых стандартов, продвижения новых технологий, обсуждения новых процессов и т. д. для предприятий. Наша ассоциация также может организовать команду экспертов, которые будут обслуживать подразделения-члены и решать проблемы для подразделений-членов. Это не только предоставит предприятиям платформу для общения, но и поможет предприятиям как можно скорее адаптироваться к текущему промышленному статусу.
Прилагать больше усилий для повышения прозрачности выбросов загрязняющих веществ и их местонахождения.
21 век – это эпоха открытости, и мы должны «показывать» свои хорошие стороны. Наши компании, производящие печатные платы, должны хорошо работать в рекламе, чтобы общественность могла понять нашу производственную среду, загрязнение производственной среды, выбросы загрязняющих веществ и места, где загрязняющие вещества сбрасываются. Пока предприятия строго соблюдают меры по чистоте производства и серьезно относятся к очистке сточных вод, для нашей промышленности по производству печатных плат не составит труда экономить энергию, сокращать выбросы и очищать сточные воды. Мы приветствуем общественный и государственный контроль, который также может побуждать и поощрять производителей печатных плат к более эффективному внедрению и совершенствованию экологически чистого производства, энергосбережения и сокращения выбросов.
Общая проблема
1. Обезжиривание (температура 60-65°С)
а. Слишком много пены: Ненормальное качество, вызванное слишком большим количеством пены: это приведет к плохому обезжиривающему эффекту, причина: вызвано неправильным раствором для ванны.
б. Состав твердых частиц: Причина состава твердых частиц: сломанный фильтр или недостаточная промывка шлифовального станка водой под высоким давлением, а также пыль, принесенная извне.
в. Невозможно обезжирить отпечатки пальцев: Невозможно обезжирить отпечатки пальцев Причина: низкая температура обезжиривания, неправильно замешанное зелье.
2. Микротравление (NPS 80—120 г/л H2SO4 5%, температура 25—35 ℃)
а. Медная поверхность платы слегка белеет: причина в шлифовке, недостаточном обезжиривании или загрязнении, а концентрация зелья низкая.
б. Медная поверхность платы черная: после обезжиривания ее нельзя мыть водой и загрязняется обезжириванием. Если поверхность меди розовая, это нормальный эффект микротравления.
3. Активация (цвет раствора для ванны черный, температура не должна превышать 38°С, газ нельзя закачивать)
а. Осаждение и осветление раствора для ванн:
Причины образования осадка в ванне:
(1) Концентрация палладия изменяется сразу после добавления воды, и его содержание низкое (для нормального уровня дополнительной жидкости следует использовать раствор для предварительного замачивания).
(2) Концентрация Sn2+ низкая, содержание Cl- низкое, а температура слишком высокая.
(3) Слишком большое количество введенного воздуха приводит к окислению палладия.
(4) Загрязнение Fe+.
б. На поверхности зелья появляется серебристо-белая пленка:
На поверхности зелья имеется слой серебристо-белой пленки.
Причина: оксид, образующийся при окислении Pd.
4. Акселерация (время обработки 1-2 минуты, температура 60-65°С)
а. В отверстии нет меди: причина: время ускоренной обработки слишком велико, и одновременно с удалением Sn удаляется Pd.
б. Pd легко отпадает при высокой температуре.
5. Жидкость в медном резервуаре для химикатов загрязнена.
Причины загрязнения жидкого лекарства:
а. Недостаточное промывание перед PTH
б. Pd вода подавалась в медный бак
с. От бака отвалилась доска.
г. Давно не было жарочной емкости
д. Недостаточная фильтрация
Промывка бака: замочите в 10% H2SO4 на 4 часа, затем нейтрализуйте 10% раствором NaOH и, наконец, промойте чистой водой.
6. Стенка отверстия не может тонуть медь
Причины:
a. Плохой обезжиривающий эффект
б. Недостаточное удаление десны
c. Чрезмерное удаление десны
7. Медь отверстия отделена от стенки отверстия после теплового удара.
Причины:
а. Плохое удаление десны
б. Плохая водопоглощающая способность основания
8. На поверхности доски имеются полосатые водяные знаки
Причины:
а. Неразумный дизайн вешалки
б. Чрезмерное перемешивание в тонущем медном резервуаре
c. Недостаточная промывка водой после ускорения
9. Температура химической жидкой меди
Если температура слишком высока, химический раствор меди будет быстро разлагаться, что изменит состав раствора и повлияет на качество химического меднения. Высокая температура также приводит к образованию большого количества медного порошка, в результате чего частицы меди остаются на поверхности платы и в отверстиях. Обычно контролируется при температуре около 25-35°C.
Функция компонента
1. Блок управления процессом: функция блока управления процессом состоит в том, чтобы сделать программу (включая данные), которая не может работать независимо в мультипрограммной среде, стать базовым блоком, который может работать независимо, и процессом, который может выполняться одновременно с другими процессами.
2. Сегмент программы: это сегмент программного кода в процессе, который может выполняться планировщиком процессов на CPU.
3. Сегмент данных. Сегментом данных процесса могут быть исходные данные, обработанные программой, соответствующей процессу, или промежуточные или окончательные данные, сгенерированные после выполнения программы.
Информация, используемая для описания и управления работой процесса в печатной плате
1. Информация об идентификаторе процесса
Идентификатор процесса используется для уникальной идентификации процесса. Процесс обычно имеет следующие два идентификатора.
Внешний идентификатор: предоставляется создателем, обычно состоит из букв и цифр и часто используется пользователями (процессами) для доступа к процессу. Внешние идентификаторы легко запоминаются, такие как: процесс расчета, процесс печати, процесс отправки, процесс получения и т. д.
Внутренний идентификатор: задан для удобства использования системы. Во всех OSs каждому процессу присваивается уникальное целое число в качестве внутреннего идентификатора. Обычно это символ процесса. Чтобы описать семейные отношения процесса, также должны быть установлены идентификатор родительского процесса и идентификатор дочернего процесса. Идентификатор пользователя также может быть установлен, чтобы указать, какой пользователь владеет процессом.
2. Информация о состоянии процессора
Информация о состоянии процессора в основном состоит из содержимого различных регистров процессора.
Регистры общего назначения. Также известные как видимые пользователю регистры, к ним могут обращаться пользовательские программы для временного хранения информации.
регистр инструкций. Сохраняет адрес следующей инструкции для доступа.
Слово состояния программы PSW. Он содержит информацию о состоянии. (код состояния, режим выполнения, флаг маски прерывания и т. д.)
Указатель пользовательского стека. Каждый пользовательский процесс имеет один или несколько связанных с ним системных стеков, которые используются для хранения параметров процессов и системных вызовов, а также адресов вызовов. Указатель стека указывает на вершину стека.
3. Информация о расписании процессов
Некоторая информация, относящаяся к планированию процессов и обмену процессами, также хранится на печатной плате.
(1) Состояние процесса. Укажите текущее состояние процесса в качестве основы для планирования и переключения процессов.
(2) Приоритет процесса. Целое число, используемое для описания уровня приоритета процессора, используемого процессом. Процессы с более высоким приоритетом получат доступ к процессору в первую очередь.
(3) Другая информация, необходимая для планирования процессов. (Сумма времени ожидания процессором процесса, сумма времени выполнения процесса)
(4) СОБЫТИЯ. Это событие, которого ожидает процесс при переходе из состояния выполнения в состояние блокировки. (причина блокировки)
Контекст процесса:
Это статическое описание всего процесса действий по выполнению процесса. Включая значения различных регистров, связанных с выполнением процесса в компьютерной системе, набор кодов машинных инструкций, набор данных, различные значения стека и структуру платы, сформированную после компиляции сегмента программы. Можно комбинировать в соответствии с определенным уровнем выполнения, таким как контекст уровня пользователя, контекст уровня системы и т. д.
Уникальный признак существования процесса
На протяжении всего жизненного цикла процесса система всегда управляет процессом через PCB, то есть система воспринимает существование процесса на основе PCB процесса, а не чего-либо еще,
таким образом, PCB является наличием уникального признака процесса.
Резка --- внутренний слой --- ламинирование --- сверление --- медное погружение --- разводка --- рисование --- травление --- паяльная маска --- символы --- аэрозольное олово (или иммерсионное золото) --- резка края гонга (некоторые печатные платы не нужны) ---- летное испытание - вакуумная упаковка
EMI помехи
Излучаемые электромагнитные помехи могут исходить от источника ненаправленных излучений, а также от непреднамеренной антенны. Кондуктивные электромагнитные помехи также могут исходить от источника излучаемых электромагнитных помех или быть вызваны некоторыми компонентами печатной платы. Как только ваша плата улавливает кондуктивные помехи, они остаются на дорожках печатной платы прикладной схемы. Некоторые распространенные источники излучаемых электромагнитных помех включают в себя компоненты, рассмотренные в предыдущих статьях, а также импульсные источники питания, соединительные линии и коммутационные или синхронизирующие цепи на печатной плате.
Кондуктивные электромагнитные помехи являются результатом нормальной работы коммутационных цепей в сочетании с паразитной емкостью и индуктивностью. На рис. 1 показаны некоторые источники электромагнитных помех, которые могут проникать в дорожки печатной платы. Vemi1 получен из коммутационных сетей, таких как тактовые сигналы или трассировки цифровых сигналов. Эти источники помех связаны через паразитную емкость между дорожками. Эти сигналы вызывают выбросы тока на соседние дорожки печатной платы. Точно так же Vemi2 происходит от коммутационной сети или от какой-либо антенны на печатной плате. Эти источники помех связаны через паразитную индуктивность между дорожками. Этот сигнал вносит возмущения напряжения в соседние дорожки печатной платы. Каждый третий источник электромагнитных помех исходит от соседних проводников внутри кабеля. Сигналы, распространяющиеся по этим проводам, могут создавать эффекты перекрестных помех.
Импульсный источник питания генерирует Vemi4. Помехи от импульсных источников питания находятся на дорожках источника питания и проявляются в виде сигнала Vemi4.
При нормальной работе схемы импульсных источников питания (SMPS) создают возможности для образования кондуктивных электромагнитных помех. Операции включения и выключения в этих источниках питания создают сильные прерывистые токи. Эти прерывистые токи существуют на входе понижающего преобразователя, на выходе повышающего преобразователя, а также на входе и выходе обратноходовой и повышающе-понижающей топологий. Прерывистый ток, вызванный действием переключения, создает пульсации напряжения, которые распространяются по дорожкам печатной платы к другим частям системы. Пульсации входного и/или выходного напряжения, вызванные SMPS, могут поставить под угрозу работу цепи нагрузки. На рис. 2 показан пример частотной композиции входного импульсного источника постоянного/постоянного тока с понижающим импульсом, работающего на частоте 2 МHz. Основные частотные составляющие кондуктивных помех SMPS находятся в диапазоне 90 – 100 МHz.
Проведено измерение электромагнитных помех с фильтром 10 мкФ на входных и выходных контактах.
Существует два типа кондуктивных помех: дифференциальные помехи и синфазные помехи. Между входными клеммами схемы появляются сигналы дифференциальной помехи, такие как: сигнал и земля и т. д. Ток течет через оба входа синфазно. Однако токовый вход № 1 по величине равен входу № 2, но в противоположном направлении (дифференциальное задание). Нагрузка на этих двух входах формирует напряжение, изменяющееся в зависимости от величины тока. Это изменение напряжения между трассой 1 и дифференциальным заданием создает помехи или ошибку связи в системе.
Синфазные помехи возникают, когда вы добавляете контур заземления или нежелательный путь тока в вашу цепь. Если присутствует источник помех, на трассе 1 и 2 возникают синфазные токи и напряжения, а контур заземления действует как источник синфазных помех. Как дифференциальные, так и синфазные помехи требуют специальных фильтров для противодействия неблагоприятным эффектам электромагнитных помех.
Блок управления технологическим процессом
PCB (аббревиатура от Process Control Block) означает блок управления технологическим процессом.
Статическое описание процесса
Он состоит из трех частей:
Плата, связанный программный сегмент и набор структур данных, с которыми работает программный сегмент.
В Unix или Unix-подобной системе процесс состоит из блока управления процессом, программы, выполняемой процессом, данных, используемых во время выполнения процесса, и рабочей области, используемой процессом для запуска. Среди них наиболее важной частью является блок управления технологическим процессом.
Блок управления процессом — это структура данных, используемая для описания текущего состояния процесса и его собственных характеристик. Это самая важная часть процесса. Он содержит информацию процесса описания и управляющую информацию. Это отражение централизованных характеристик процесса. Основание для идентификации и контроля.
Обычно печатная плата включает в себя:
1. Идентификатор программы (PID, дескриптор процесса): он уникален, и процесс должен соответствовать PID. PID обычно представляет собой целое число
2. Информация о функциях: общий процесс подсистемы, пользовательский процесс или процесс ядра и т. д.
3. Статус процесса: запущен, готов, заблокирован, с указанием текущего статуса процесса.
4. Приоритет: указывает приоритет получения управления ЦП.
5. Коммуникационная информация: отражение коммуникационных отношений между процессами, поскольку операционная система будет предоставлять каналы связи.
6. Зона защиты на месте: используется для защиты заблокированных процессов.
7. Требования к ресурсам, контрольная информация о распределении
8. Информация об объекте процесса с указанием пути и имени программы, независимо от того, находятся ли данные процесса в физической памяти или в разделе подкачки (пейджинг).
9. Другая информация: рабочая единица, рабочая область, информация о файле и т. д.
Подложка для печатной платы
С начала 20 века до конца 1940-х годов это была зачаточная стадия развития материальной промышленности. Его особенности развития в основном проявляются в: в этот период появилось большое количество смол, армирующих материалов и изоляционных подложек для подложочных материалов, а технология была первоначально исследована. Это создало необходимые условия для появления и развития наиболее типичного материала подложки для печатных плат — ламината, плакированного медью. С другой стороны, технология изготовления печатных плат, которая в основном основана на методе травления металлической фольги (метод вычитания) для изготовления схем, была первоначально создана и разработана. Он играет решающую роль в определении структурного состава и характерных условий ламината, плакированного медью.
Полихлорированные бифенилы
Полихлорированные бифенилы PCB (полихлорированные бифенилы) представляют собой синтетические органические соединения, которые коммерчески использовались в Северной Америке с 1929 до конца 1970-х годов. Хотя Канада не перерабатывала и не производила это химическое вещество, оно широко использовалось для изоляции электрооборудования, теплообменников, систем водоснабжения и других специальных применений.
Спустя несколько десятилетий люди поняли, что полихлорбифенилы загрязняют глобальную окружающую среду. Это смесь различных хлорированных бифенилов, чрезвычайно вредная для человеческого организма. Правительство Канады приняло меры, чтобы попытаться уничтожить PCBs, но в 1977 году PCBs были незаконно ввезены, переработаны и проданы в Канаде. PCBs были незаконно выпущены в окружающую среду в 1985 году. Конституция Канады позволяет владельцам оборудования с PCB продолжать использовать PCB до окончания срока службы устройства. С 1988 года правительства канадских провинций только начали регулировать хранение, транспортировку и уничтожение PCBs.
PCB нелегко разлагаются в естественной среде, и они распространяются очень далеко. PCB попадает в воздух, почву, реки и океаны в процессе производства, переработки, использования, транспортировки и обработки отходов. Мелкие морские организмы и рыбы вдыхают PCBs в свой организм. Они, в свою очередь, становятся пищей для более крупных морских организмов, в результате чего PCBs попадают в организм всех морских организмов, в том числе морских млекопитающих. В морских организмах PCBs накапливается в тысячи раз больше, чем в воде.
Kingford предоставляет услуги по монтажу печатных плат коммуникационного оборудования. Это универсальный завод по монтажу печатных плат с большим опытом работы в отрасли. Добро пожаловать на запрос.

Название: Монтаж печатных плат для коммуникационного оборудования
Субстрат: FR-4/High TG/Polyimild/PTFE/Rogers
Толщина меди: 1/3OZ - 6OZ
Толщина пластины: 0,21-6,0mm
Минимальный размер отверстия: 0,20 mm
Минимальная ширина линии: 4 миллиона
Минимальный межстрочный интервал: 0,075mm
Обработка поверхности: аэрозольный баллончик/золотое сверло/OSP/бессвинцовый аэрозольный баллончик
Размер платы: минимум 10*15mm, максимум 508*889mm
Тип продукта: OEM и ODM
Стандарт печатной платы: стандарт IPC-A-610 D/IPC-III
Сертификат: ISO9001/CE//TUV/ROHS
Гарантия: 1 год
Сервис: Комплексное обслуживание под ключ
Электронное тестирование: 100%
Логистика: Воздушный/морской транспорт